



根据工艺操作,可分为干磨、湿磨、间歇磨和连续磨。连续磨床与间歇磨床相比,前者产量高,单位重量产品耗电少,机械化程度高,需要的作业人员少。但是,基础设施投资费用大,操作维护复杂。目前,间歇磨机很少使用,常用于实验室试验磨。
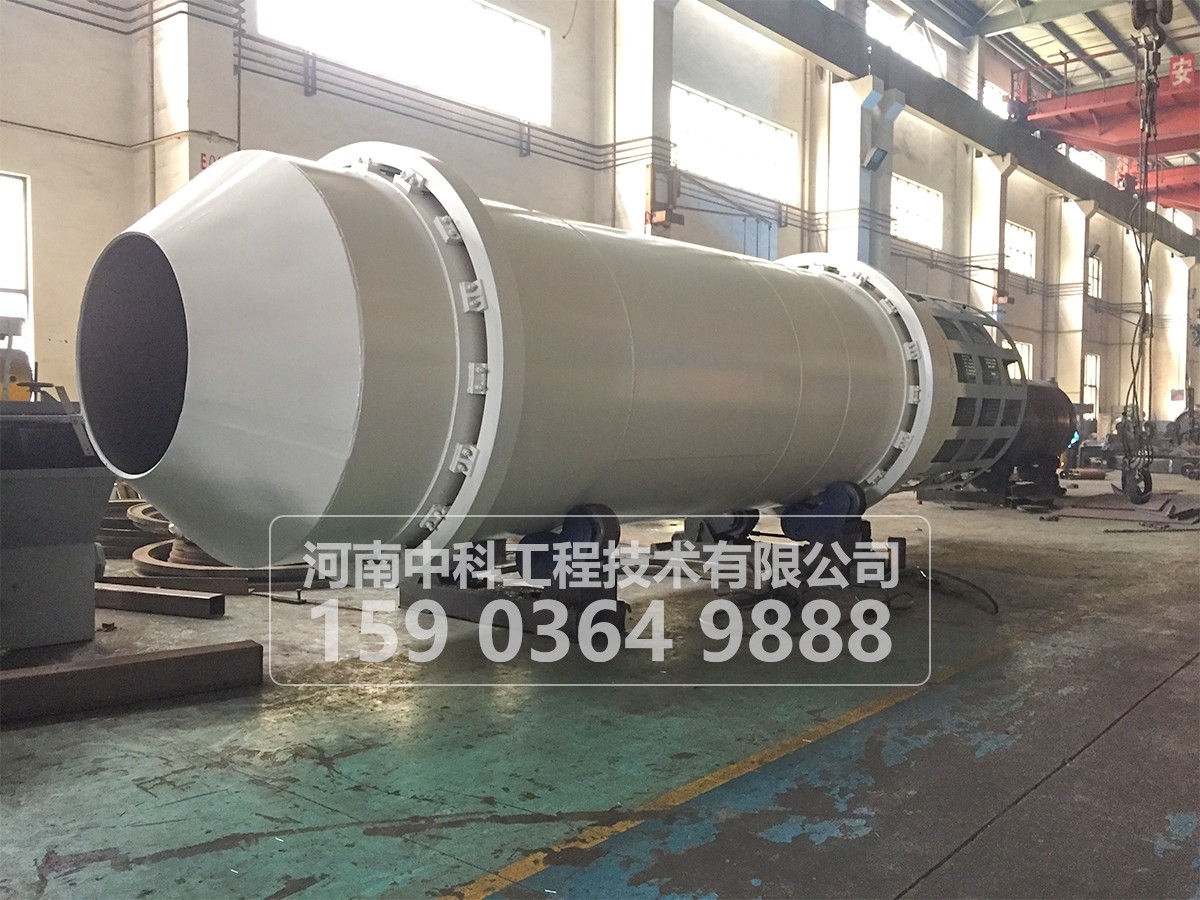
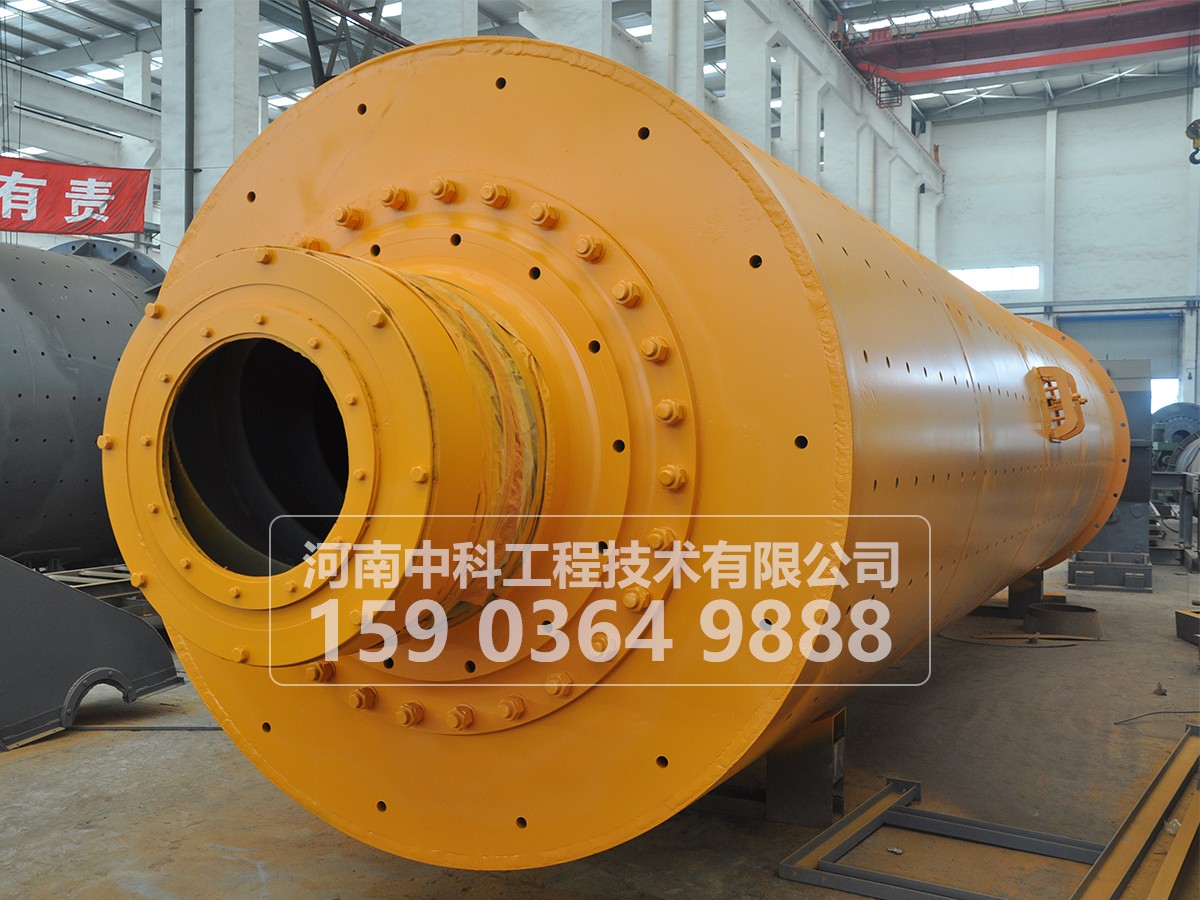
在设计、装置和维护时,必须考虑筒体的热膨胀收缩性特征。一般来说,研磨机的排出端靠近,研磨机运转时与暂时停止时的筒体长度不同,是因为筒体温度不同而引起热膨胀收缩。因此。为了保证榻榻米的正常咬合,排出端不允许任何轴向移动,因此供给端具有适应轴向热变化的结构。筒体的轴向热变化在磨床结构上有两种考虑方法。一个是考虑中空轴颈的肩膀和轴承之间的预约间隙。另一个是轴承座和底板之间的水平装置数根钢棒,筒体热膨胀收缩时,供给端的轴承座可以沿着棍子移动。筒体上的每个仓库都必须开设研磨门(也称为孔)研磨门的作用是更换衬板、隔板、填充研磨体、停止研磨机仓库内的状况等。球磨机主轴承 常用的滑动轴承,其直径较大,但长度较短。轴瓦是用巴氏金铸造的。与一般滑动轴承不同的是,只有下半部分有轴瓦。整个轴承除了用巴氏合金铸造轴瓦外,其馀的都是铸钢制的。由于跨度和负荷大,会发生一定程度的绕组,制造和装置的误差也难以保证正确的同轴度,因此轴承会自动变位型,球面瓦座和球面瓦座之间以球心为旋转中心稍微移动,作用与轴瓦上的负荷分布均匀。限制球面瓦的移动范围。装置时球面瓦座与球面瓦座之间尚未定位销售。可以用钉子调整球面瓦座的位置。也有用斜楔调整的主轴承是球磨机的重要部件,必须充分重视其润滑问题,一般采用稀油集中循环润滑,小型机也采用油环润滑、油环滴润滑或毛线润滑等方式。
还受磨体冲击,球磨机筒体是球磨机的主要工作部件之一。筒体工作时除了承受研磨体的静载外。筒体旋转,筒体产生的交变应力。因此,必须有足够的强度和刚度。这要求制造筒体的金属资料强度高,形状好,具有良好的机械性能和技术性能,保证磨机筒体的安全运行。一般用于制造筒体的资料是普通结构钢,这种材料的强度塑性焊接性能满足工业发展研磨机能力(生产)向大型发展设置大型研磨机的筒体,16Mn钢制造的弹性强度有限,比Q235高约50%,耐腐蚀性比Q235高50%另外,16Mn具有良好的切削加工性、焊接性、耐磨性和耐疲劳性。所以,16Mn是相当合适的钢材。
。